Our Thermoplastic Injection Molding Services
Unlock precision, efficiency, and versatility with Thermoplastic Injection Molding—the go-to solution for high-volume production of consistent, custom plastic parts.
From automotive components to medical devices, our expertise in custom molding, precision tooling design, and high-performance polymers delivers cost-effective results that meet tight tolerances and accelerate time-to-market.

Our Capabilities: Delivering Precision and Scalability
At Yigu Technology, we combine advanced equipment with decades of expertise to offer end-to-end thermoplastic injection molding capabilities. Our services are tailored to meet diverse project needs, from prototyping to high-volume production.
| Capability | Key Features | Typical Applications |
| Custom Molding | Tailored to unique part designs; supports complex geometries | Medical device housings, electronics enclosures |
| Precision Molding | Meets tight tolerances (±0.001–±0.005 inches); advanced quality control | Automotive sensors, aerospace components |
| High Volume Production | Automated lines with cycle times as low as 10 seconds; capacity for 1M+ parts/year | Consumer goods (toys, packaging), household appliances |
| Prototyping | Rapid tooling (3–5 days lead time); low-cost small-batch production | Product development, design validation |
| Tooling Design | In-house CAD/CAM engineering; durable steel/aluminum molds (50k–1M cycles) | All production scales |
| Quality Control | ISO 9001 & IATF 16949 certified; 100% dimensional inspection (CMM testing) | Medical devices, automotive safety parts |
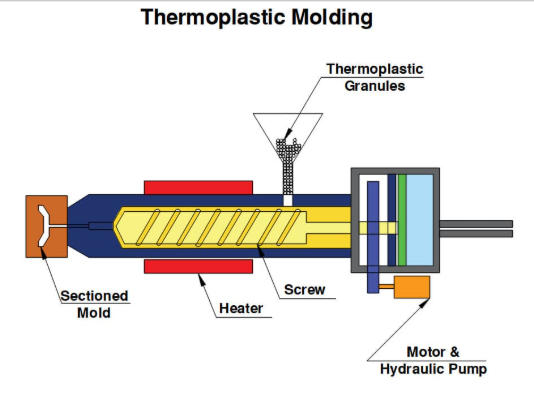
The Thermoplastic Injection Molding Process: Step-by-Step Breakdown
The injection molding process is a well-orchestrated sequence of stages, each critical to part quality and efficiency. Below is a detailed breakdown, including key metrics and optimization tips.
| Process Phase | Description | Key Metrics | Optimization Strategies |
| Material Selection | Choose the right thermoplastic material based on part function (e.g., heat resistance, flexibility). | Material density, melt flow rate (MFR) | Match MFR to mold complexity; prioritize recyclable plastics for sustainability. |
| Mold Design | Create a cavity that mirrors the part’s shape; includes gates, runners, and cooling channels. | Mold temperature (40–80°C), cavity pressure | Use simulation software to reduce material shrinkage; design for easy ejection. |
| Injection Phase | Push molten polymer into the mold at controlled speed and pressure. | Injection speed (10–100 mm/s), pressure (5k–30k psi) | Adjust speed to avoid air bubbles; optimize pressure for full cavity filling. |
| Cooling Phase | Cool the mold to solidify the plastic; cooling time impacts part warpage. | Cooling time (20–60 seconds), part temperature at ejection (below Tg) | Add cooling channels near thick sections; use water cooling for faster cycles. |
| Ejection Phase | Use pins or plates to remove the finished part from the mold. | Ejection force, part damage rate | Apply mold release agents; design ejection points on non-critical surfaces. |
| Post-Processing | Trim runners, clean parts, or add surface treatments (see Section 5). | Trim time, scrap rate (<5%) | Automate trimming to reduce labor costs; recycle scrap into new pellets. |
Automation plays a key role in streamlining this process—robotic arms can handle part ejection and inspection, cutting cycle time by 15–30% and reducing human error.
Thermoplastic Materials: Types, Properties, and Applications
Choosing the right thermoplastic material is critical to part performance. Below is a comparison of common materials, their properties, and typical uses.
| Material | Key Properties | Typical Applications | Cost Range (USD/lb) |
| ABS (Acrylonitrile Butadiene Styrene) | Impact-resistant, rigid, good surface finish | Electronics housings, toy parts | 1.50–3.00 |
| Polypropylene (PP) | Lightweight, chemical-resistant, recyclable | Packaging, automotive bumpers, containers | 0.80–1.80 |
| Polyethylene (PE) | Flexible, moisture-resistant, low cost | Plastic bags, bottles, medical tubing | 0.70–1.50 |
| Nylon (PA) | High strength, wear-resistant, heat-resistant (up to 220°C) | Gears, bearings, automotive fasteners | 2.00–4.50 |
| Polycarbonate (PC) | Transparent, shatter-resistant, high heat resistance (up to 135°C) | Safety glasses, LED light covers, medical devices | 2.50–5.00 |
| Acrylic (PMMA) | Optically clear, scratch-resistant, weatherproof | Displays, lenses, automotive lights | 2.00–4.00 |
| TPE (Thermoplastic Elastomer) | Rubber-like flexibility, recyclable, soft touch | Handle grips, seals, medical gaskets | 2.50–5.50 |
| Engineering Plastics (e.g., PEEK, PPS) | Ultra-high heat resistance (>250°C), chemical stability | Aerospace components, oil & gas parts | 15.00–50.00 |

We also prioritize recyclable plastics (e.g., PP, PE, PET) to reduce environmental impact—our process recycles up to 95% of production scrap into new parts.
Tolerances: Ensuring Dimensional Accuracy
Injection molding tolerances refer to the allowable variation in part dimensions—critical for parts that need to fit with other components (e.g., automotive gears, medical syringes).
Key factors affecting tolerances:
- Material Shrinkage: All thermoplastics shrink as they cool (typically 0.5–5%). For example, PP shrinks 1.5–2.5%, while PC shrinks 0.5–1%. We account for shrinkage in mold design.
- Mold Design: Poorly placed gates or uneven cooling can cause warpage. Our molds include uniform cooling channels to minimize distortion.
- Process Parameters: Injection pressure, temperature, and cooling time must be tightly controlled. We use real-time monitoring to adjust parameters mid-production.
| Tolerance Level | Dimensional Variation (Inches) | Typical Applications | Measurement Techniques |
| Standard Tolerances | ±0.005–±0.010 | Household appliances, toys | Calipers, micrometers |
| Tight Tolerances | ±0.001–±0.005 | Automotive sensors, medical devices | Coordinate Measuring Machines (CMM), laser scanners |
| Precision Tolerances | ±0.0005–±0.001 | Aerospace components, microelectronics | Optical comparators, 3D scanning |
Our quality control team performs 100% inspection on critical parts, ensuring compliance with ISO 8062 (international tolerance standards).
Advantages of Thermoplastic Injection Molding
Injection molding advantages make it a preferred choice for high-volume, high-quality plastic production. Below are its key benefits, backed by data.
| Advantage | Description | Data/Example |
| High Production Efficiency | Automated lines enable fast cycle times (10–60 seconds per part) and 24/7 operation. | A single machine can produce 10,000+ parts/day. |
| Cost-Effective | Low per-unit cost for high volumes; scrap rates as low as 2–5% (recyclable). | For 1M parts, per-unit cost drops by 40% vs. 3D printing. |
| Design Flexibility | Supports complex geometries (e.g., undercuts, thin walls) and custom colors. | Can produce parts with wall thicknesses as low as 0.005 inches. |
| Consistency | Minimal part-to-part variation; repeatability rate >99.5%. | Critical for medical devices (e.g., syringe plungers) where uniformity is life-saving. |
| Material Variety | Compatible with 50+ thermoplastics, including engineering and high-performance polymers. | Switching materials takes <1 hour for our equipment. |
| Short Lead Times | Standard tooling takes 2–4 weeks; prototyping tooling takes 3–5 days. | Faster than CNC machining (4–6 weeks for similar parts). |
| Waste Reduction | 95% of scrap (runners, defective parts) is recycled into new pellets. | Reduces landfill waste by 80% vs. traditional manufacturing. |
Applications Industry: Where Thermoplastic Injection Molding Shines
Thermoplastic injection molding applications span nearly every industry, thanks to its versatility and scalability. Below are the top sectors and their key part types.

| Industry | Key Parts Produced | Materials Used | Volume Range |
| Automotive | Sensors, bumpers, interior panels, wire harnesses | PP, ABS, Nylon, TPE | 100k–10M parts/year |
| Consumer Electronics | Phone cases, laptop hinges, charger housings | PC, ABS, TPE | 500k–5M parts/year |
| Medical Devices | Syringe barrels, inhaler components, surgical instrument handles | PP, PE, medical-grade PC | 10k–1M parts/year (strict FDA compliance) |
| Packaging | Bottle caps, food containers, cosmetic jars | PP, PE, PET | 1M–100M parts/year |
| Toys | Action figures, building blocks, doll parts | ABS, PP, PE | 500k–10M parts/year |
| Industrial Components | Gears, bearings, pump housings, filters | Nylon, PEEK, engineering plastics | 10k–500k parts/year |
| Aerospace | Interior panels, cable ties, sensor housings | High-performance polymers (PEEK, PPS) | 1k–10k parts/year (strict quality checks) |
| Household Appliances | Refrigerator shelves, washing machine knobs, blender blades | PP, ABS, PC | 100k–5M parts/year |
Case Studies: Real-World Success Stories
Our thermoplastic injection molding case studies demonstrate how we solve industry-specific challenges.
Case Study 1: Automotive Sensor Housing (High Volume)
- Challenge: A leading automaker needed 500k sensor housings/month with tight tolerances (±0.003 inches) and heat resistance (up to 120°C).
- Solution: Used Polycarbonate (PC) for heat resistance; designed a 4-cavity mold with automated ejection. Implemented real-time CMM inspection.
- Results: Cycle time reduced to 25 seconds; scrap rate <1%; met all IATF 16949 standards. Cost per part dropped by 22% vs. the client’s previous supplier.
Case Study 2: Medical Inhaler Component (Precision)
- Challenge: A medical device company required 100k inhaler valves/quarter with FDA compliance, chemical resistance, and ultra-tight tolerances (±0.001 inches).
- Solution: Used medical-grade PP; employed micro molding techniques and 100% laser scanning inspection. Recycled 98% of scrap.
- Results: Parts passed FDA audit; dimensional accuracy rate 99.9%; lead time cut from 8 to 4 weeks.