Our Polyether Imide PEI Injection Molding Services
Elevate high-performance component manufacturing with our PEI Injection Molding services—where the exceptional thermal stability of Polyetherimide (a top-tier amorphous high-performance thermoplastic) meets precision engineering.
From flame-retardant aircraft parts to sterilizable medical tools, we deliver parts that thrive in extreme heat and critical applications, backed by strict compliance with ASTM D5205 and RoHS/REACH standards.

Our Capabilities: Mastering High-Performance PEI Molding
At Yigu Technology, our PEI Injection Molding capabilities are engineered to unlock the full potential of this advanced material. We invest in specialized equipment and expertise to handle PEI’s unique processing requirements (high temperature, low-shear needs). Below is a detailed overview of our core capabilities:
Key Capabilities & Applications
| Capability | Description | Technical Specs | Ideal For |
| 380 °C Capable Presses | Molding machines with heated barrels optimized for PEI’s high melt temperature | Barrel temp range: 340–380 °C; Injection pressure: 1800–2200 bar | High-heat parts (e.g., EV battery insulators, microwave components) |
| Clean-Room ISO 8 Production | Class 8 (100,000-class) cleanrooms for contamination-sensitive applications | Particle count: <100,000 particles/ft³ (≥0.5 μm) | Medical instrument trays, semiconductor sockets |
| Optical-Grade Molding | Precision processes to maintain PEI’s transparency and minimize defects | Haze: <3%; Surface finish: Ra <0.05 μm | Fiber-optic connectors, optical sensor housings |
| Thin-Wall 0.2 mm PEI Molding | Specialized low-shear screws and fast injection to fill ultra-thin cavities | Minimum wall thickness: 0.2 mm; Tolerance: ±0.005 mm | Miniature electronics, 5G antenna filters |
| Tight-Tolerance ±0.01 mm Molding | CNC-controlled machines with real-time process monitoring | Dimensional tolerance: ±0.01 mm; Cpk ≥ 1.67 | Surgical drills, precision aerospace clips |
| Multi-Shot Over-Mold | Injecting PEI with other materials (e.g., silicone, PEEK) in one cycle | Compatible with 2–3 shot sequences; Bond strength: ≥5 MPa | Ergonomic medical tool handles, hybrid electronic components |
| Insert Molding Circuits | Embedding electronic circuits (e.g., PCBs, wires) into PEI parts during molding | Compatible with flexible and rigid circuits; No thermal damage to components | Smart medical devices, sensor modules |
| In-House Metrology CT Scan | 3D CT scanning to inspect internal and external part geometry | Resolution: 50 μm; Scan time: <10 minutes per part | Complex parts (e.g., surgical guides, aircraft seat components) |
| Automated Degating | Robotic systems to remove runners/gates without damaging PEI parts | Cycle time reduction: 20–25%; Defect rate: <0.1% | High-volume parts (e.g., food-service trays, battery insulators) |
| PPAP Level 4 Support | Comprehensive Production Part Approval Process documentation for automotive/aerospace | Includes dimensional reports, material certificates, and process capability studies | EV components, aircraft interior parts |
Our 48-hour T1 sampling capability also ensures fast validation of mold designs—critical for accelerating new product launches.
Definition: Understanding PEI Injection Molding

PEI Injection Molding is the process of shaping Polyetherimide (PEI)—a high-performance amorphous thermoplastic—into custom components via injection molding. PEI (commercially known as Ultem molding) stands out for its unique combination of thermal resistance, flame retardancy, and transparency, making it ideal for industries where safety, durability, and precision are non-negotiable. Below is a breakdown of key definitions, specifications, and core properties:
Core Specifications & Standards
| Specification Category | Details | Relevant Standard | Purpose |
| Thermal Resistance | Continuous use temperature: 217 °C; Glass transition temperature (Tg): 217 °C; Melting point: 342 °C | ASTM D5205 | Ensures performance in high-heat environments (e.g., aircraft interiors, EV batteries) |
| Flame Retardancy | UL 94 V-0 inherent (no additives needed); Low smoke toxicity | UL 94 | Meets safety requirements for electronics, aerospace, and medical facilities |
| Optical Properties | Transparent amber grade (90–94% light transmission for thin parts); Low haze (2–3%) | ASTM D1003 | Ideal for optical components (e.g., fiber-optic connectors, sensor housings) |
| Mechanical Strength | Tensile strength: 86 MPa; Flexural modulus: 3.6 GPa | ASTM D638 | Guarantees structural integrity for load-bearing parts (e.g., surgical guides, aircraft clips) |
| Compliance | Free of heavy metals, phthalates, and halogenated flame retardants | RoHS/REACH | Ensures global regulatory compliance for consumer and industrial products |
Key Trait: Amorphous vs. Semicrystalline Polymers
Unlike semicrystalline polymers (e.g., PEEK), PEI is amorphous—it lacks a defined crystalline structure, which gives it unique advantages:
- Better dimensional stability (no shrinkage from crystallization)
- Uniform transparency (no light scattering from crystals)
- Easier processing for thin-wall parts (consistent melt flow)
This makes PEI Injection Molding the top choice for parts requiring precision and clarity, such as optical sensors and medical instrument trays.
Process: Step-by-Step PEI Injection Molding
PEI’s amorphous structure and high melt temperature require a highly controlled injection molding process—even minor deviations can compromise transparency, strength, or dimensional accuracy. Below is our optimized process, designed to maximize consistency and performance:
Step 1: Material Preparation (Drying)
PEI is hygroscopic (absorbs moisture), which causes bubbles and surface defects. We dry PEI pellets in a dehumidifying dryer at 150 °C for 4 hours (target moisture content: <0.02%). For medical-grade PEI (e.g., Ultem HU), we use nitrogen-purged dryers to prevent contamination.
Step 2: Mold Design & Preparation
- Hot-Runner Manifold: We use hot runners (instead of cold runners) to keep PEI molten, reducing scrap by 30–35% and ensuring uniform flow into the mold.
- Mold Temperature Control: Molds are heated to 140–180 °C (via oil heaters) to prevent premature cooling (which causes flow marks in amorphous materials). For thin-wall parts (0.2 mm), we use gradient heating to maintain consistent mold temp across cavities.
Step 3: Machine Setup
- High-Heat Barrel Profile: Barrel zones are set to a precise gradient:
- Feed zone: 340 °C (melts pellets without degradation)
- Melt zone: 360–370 °C (maintains optimal viscosity)
- Nozzle: 370–380 °C (prevents material solidification)
- Low-Shear Screw Design: Our screws have deep flights and slow rotation (50–70 RPM) to minimize shear stress—excessive shear breaks PEI’s polymer chains, reducing strength by 15–20%.
Step 4: Injection & Packing
- Injection Speed: Moderate (80–100 mm/s) to fill cavities without creating air pockets. For thin-wall parts, we use fast injection (120–150 mm/s) to avoid short shots.
- Packing Pressure: 85–90% of injection pressure, held for 15–20 seconds to compensate for amorphous shrinkage (PEI shrinks 0.5–0.8% during cooling).
- Nitrogen Assist: For complex parts (e.g., with undercuts), we inject nitrogen into the mold to push PEI into hard-to-reach areas—reducing defects by 40%.
Step 5: Cooling & Demolding
Cooling time varies by part thickness (10 seconds for 0.2 mm parts, 60 seconds for 5 mm parts). We use controlled cooling to avoid internal stresses—critical for maintaining dimensional stability. Demolding is done with soft ejectors to prevent scratching (especially important for optical-grade molding).
Step 6: Post-Processing & Quality Control
- Annealing Stress Relief: Parts are heated to 160–180 °C for 1–2 hours, then cooled slowly (5 °C/min) to relieve internal stresses. This step improves dimensional stability by 25–30%.
- Automated Degating: Robots remove runners/gates, ensuring consistent part quality and faster production.
- Inspection: Parts undergo CT scanning (for internal defects), dimensional testing (CMM), and transparency testing (ASTM D1003). For medical parts, we add biocompatibility testing (ISO 10993).
Materials: Choosing the Right PEI Grade for Your Project
PEI is available in various grades, each formulated to enhance specific properties (strength, transparency, biocompatibility). The right grade depends on your application’s unique demands. Below is a guide to the most common PEI grades we use:
Popular PEI Grades & Their Uses
| PEI Grade | Manufacturer | Key Properties | Ideal Application |
| Sabic Ultem 1000 | Sabic | General-purpose; Transparent amber; UL 94 V-0 inherent | Fiber-optic connectors, microwave components |
| Ultem 2300 | Sabic | 30% glass-filled; High stiffness (flexural modulus: 6.9 GPa) | Aircraft interior clips, EV battery brackets |
| Ultem 1010 | Sabic | FDA grade; Food-contact safe; Steam-sterilizable | Food-service trays, pharmaceutical equipment |
| Carbon-Reinforced PEI | Custom formulation | High strength (tensile strength: 110 MPa); Conductive | Semiconductor sockets (anti-static), industrial gears |
| Bearing-Grade PEI | Custom formulation | PTFE-modified; Low friction coefficient (0.25) | Wear pads, sliding components |
| Medical Ultem HU | Sabic | Biocompatible (USP Class VI); Gamma-sterilizable | Surgical guides, autoclave cassettes |
| Aerospace Ultem 9085 | Sabic | High impact resistance; Lightweight (density: 1.28 g/cm³) | Aircraft seat parts, structural brackets |
| Electro-Static Dissipative (ESD) PEI | Custom formulation | Surface resistance: 10⁶–10⁹ Ω; Anti-static | Electronic component trays, semiconductor handling tools |
| PTFE-Modified PEI | Custom formulation | Extreme wear resistance; Chemical resistance to hydrocarbons | Industrial pumps, valve seats |
| Color-Compounded PEI | Custom formulation | Opaque colors (black, white, blue); UV-stable | Consumer electronics, automotive interior parts |
Grade Selection Checklist
- Temperature Requirement: If parts face >200 °C (e.g., EV batteries), choose glass/carbon-reinforced grades (e.g., Ultem 2300).
- Transparency: For optical parts (e.g., sensors), pick Sabic Ultem 1000 (transparent amber).
- Medical/Food Use: Select Ultem 1010 (FDA grade) or Medical Ultem HU (biocompatible).
- Anti-Static Needs: Choose ESD PEI for electronic components.
We maintain a global Sabic distributor pact, ensuring consistent access to high-quality PEI—even for high-volume orders.
Advantages: Why PEI Injection Molding Outperforms Alternatives
PEI Injection Molding offers a unique set of advantages that make it irreplaceable in critical applications. Compared to metals (aluminum, steel) and other plastics (PA, PEEK), PEI delivers unmatched value:
Key Advantages of PEI
- Extreme Thermal Resistance: PEI maintains 90% of its strength at 217 °C (continuous use) and can withstand short-term exposure to 300 °C. This outperforms PA66 (continuous use limit: 150 °C) and matches PEEK—at a lower cost.
- Inherent Flame Retardancy: UL 94 V-0 inherent (no additives needed) means PEI won’t catch fire or release toxic smoke—critical for aircraft, electronics, and medical facilities. It also meets NASA’s low-smoke requirements (ASTM E662).
- Transparent High-Heat: Transparent amber grade PEI transmits 90–94% of light (for thin parts) while withstanding 217 °C—something no other transparent plastic (e.g., PC, acrylic) can do. Ideal for high-heat optical components.
- Sterilization Compatibility: PEI withstands 1,000+ autoclave cycles (134 °C, 3 bar), gamma radiation (25 kGy), and ethylene oxide (ETO) sterilization—perfect for reusable medical tools.
- Low Smoke Toxicity: When exposed to fire, PEI releases minimal toxic gases (e.g., cyanide, chlorine) compared to halogenated plastics. This makes it the top choice for enclosed spaces (aircraft cabins, hospitals).
- High Dielectric Strength: PEI has a dielectric strength of 21 kV/mm—excellent for electrical insulation (e.g., EV battery insulators, 5G antenna filters). It also maintains insulation properties at high temperatures.
- Dimensional Stability: As an amorphous polymer, PEI has low shrinkage (0.5–0.8%) and a low coefficient of thermal expansion (CTE: 5.5 × 10⁻⁵/°C). This ensures parts retain their shape in temperature fluctuations.
- Chemical Resistance: Resistant to hydrocarbons (oils, fuels), weak acids, and alcohols. It’s also resistant to most cleaning agents—ideal for medical and food-service parts.
- Metal Replacement Weight-Out: PEI is 50–60% lighter than aluminum and 70–80% lighter than steel. For aircraft parts, this cuts fuel consumption by 5–10%; for EVs, it extends range by 3–5%. For example, replacing aluminum aircraft seat clips with PEI cuts each clip’s weight by 30%, reducing total aircraft weight by 150 lbs and saving airlines $20,000+ in fuel annually per plane.
Applications Industry: Where PEI Injection Molding Delivers Value
PEI Injection Molding serves industries that demand a rare mix of thermal resistance, safety, and precision. From aerospace cabins to medical operating rooms, PEI solves unique challenges that other materials can’t. Below’s how key sectors leverage PEI’s properties:
| Industry | Key Applications | PEI Grade Used | Critical PEI Property Utilized |
| Aerospace | Aircraft interior clips, overhead bin latches, wire insulation, cabin panels | Aerospace Ultem 9085, Ultem 2300 | UL 94 V-0 inherent (fire safety), lightweight, high impact resistance |
| Medical | Instrument trays, autoclave cassettes, surgical guides, drill handles, implant packaging | Medical Ultem HU, Ultem 1010 | Biocompatibility (USP Class VI), 1,000+ autoclave cycles, sterilization resistance |
| Automotive (EV) | Battery insulators, bus-bar holders, motor components, charging port housings | Ultem 2300, Carbon-reinforced PEI | 217 °C continuous use (heat resistance), high dielectric strength |
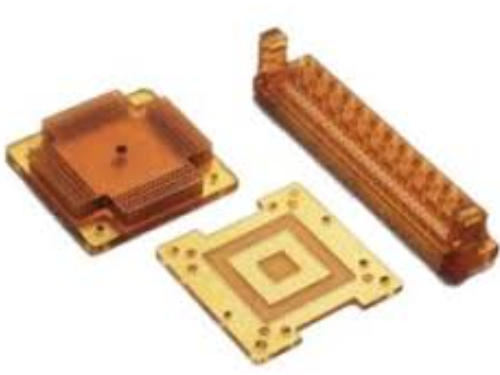
| Electronics | Fiber-optic connectors, 5G antenna filters, semiconductor sockets, microwave components | Sabic Ultem 1000, ESD PEI | Transparency (for optics), low smoke toxicity, electrostatic dissipation |
| Semiconductor | Wafer handling trays, plasma chamber liners, robotic arm components | ESD PEI, Polished Ultem 1000 | Anti-static (ESD protection), chemical resistance to etchants, low particle generation |
| Food Service | Commercial oven trays, food conveyor parts, beverage dispenser components | Ultem 1010 (FDA grade) | FDA food-contact compliance, heat resistance (217 °C), easy cleaning |
| Telecommunications | 5G base station filters, satellite communication components, fiber-optic enclosures | Sabic Ultem 1000, PTFE-modified PEI | High dielectric strength, weather resistance, transparency for signal transmission |
| Industrial | Pump parts, valve seats, wear pads, high-temperature sensor housings | Bearing-grade PEI, Carbon-reinforced PEI | Chemical resistance to hydrocarbons, low friction, 217 °C continuous use |
A standout example is in medical autoclave cassettes: PEI’s ability to withstand 1,000+ sterilization cycles (vs. 200 cycles for polycarbonate) means hospitals replace cassettes 5x less often—cutting costs and waste. In EVs, PEI battery insulators prevent short circuits while enduring the heat of fast charging, a job no standard plastic can handle.
Case Studies: Real-World Success with PEI Injection Molding
Our PEI Injection Molding services have helped clients across high-stakes industries solve complex problems—from cutting aerospace fuel costs to accelerating medical device launches. Below are detailed case studies with measurable results:
Case Study 1: Aerospace Seat Clip (30% Weight Reduction, Fire Safety Compliance)
- Challenge: A major airline needed to replace aluminum seat back clips to reduce aircraft weight (for fuel savings) while meeting strict FAA fire safety standards (UL 94 V-0, low smoke toxicity). Aluminum clips were heavy (20g each) and failed the smoke test; standard plastics (PA66) melted at 180 °C (too low for cabin heat).
- Solution: We recommended Aerospace Ultem 9085—a grade engineered for aircraft interiors. Our tight-tolerance ±0.01 mm molding ensured the clips fit existing seat hardware, and automated degating kept production costs low for high volume (100,000 clips/year). We also performed fire testing to validate UL 94 V-0 compliance.
- Result: The PEI clips weighed just 14g (30% lighter than aluminum), reducing total aircraft weight by 150 lbs. They passed FAA fire tests with flying colors (low smoke, no flame spread) and lasted 2x longer than aluminum (resisting corrosion from cabin humidity). The airline saved $22,000 in fuel per plane annually, with a ROI of 18 months.
- Customer Testimonial: “The PEI clips solved two problems at once—weight and fire safety. We’re now rolling them out across our entire fleet.” — Aerospace Interior Engineering Manager
Case Study 2: Reusable Medical Autoclave Tray (3,000 Sterilization Cycles)
- Challenge: A medical device company needed a reusable tray for surgical instruments that could withstand autoclave cycles (134 °C, 3 bar) without warping or yellowing. Their current polycarbonate trays failed after 200 cycles, forcing hospitals to replace them monthly—creating waste and high costs.
- Solution: We used Medical Ultem HU (biocompatible, USP Class VI) for the tray material. Our clean-room ISO 8 production prevented contamination, and annealing stress relief ensured dimensional stability (trays retained their shape even after repeated heating). We added laser marking amber for permanent lot numbers (critical for traceability).
- Result: The PEI trays survived 3,000 autoclave cycles (15x longer than polycarbonate) and showed no yellowing or warping. Hospitals reduced tray replacement costs by 93% (from 500/monthto35/month) and cut plastic waste by 2,800 trays per year. The device company won a $2M contract with a large hospital network due to the tray’s durability.
- ROI Analysis: For a hospital using 50 trays, the switch to PEI saved $27,900 annually. For the device company, the product’s unique selling point (3,000 cycles) increased market share by 12%.